









A Fortune 500 packaging converter had acquired a Zerand 700 Series die cutter out of a closed-down plant. The machine had been in storage for some time and was nowhere near production-ready — but the customer had a strategic reason to bring it back to life.
They were building out a preprint line: a high-speed press feeding printed rolls into multiple die cutters downstream. The economics of that configuration only work when the cutter fleet can collectively absorb what the printer produces. Because the Zerand 700 runs at a maximum of 700 feet per minute, the customer’s plan was to run multiple die cutters in parallel — balancing the line so the cutters, together, could keep pace with the printer upstream.
The alternative — buying a new die cutter — would have cost between $3 million and $5 million. A properly refurbished Zerand 700, engineered to run like new, could be delivered at fraction of that number. For the CFO, the math was obvious. For the operations team, the question was whether the refurb would actually hold up in production. That’s where we came in.
This wasn’t a repaint-and-replace job. We tore the machine down to the bearings and rebuilt it as a modern, servo-driven press ready to run alongside new equipment on the preprint line.
Mechanical restoration. Complete teardown. Every critical surface was remachined to factory tolerance. New bearings and seals throughout. All rolls were refaced. The platens were pulled, surface-ground, and reinstalled to spec. Every hydraulic and pneumatic line was replumbed. The entire machine was stripped and repainted.
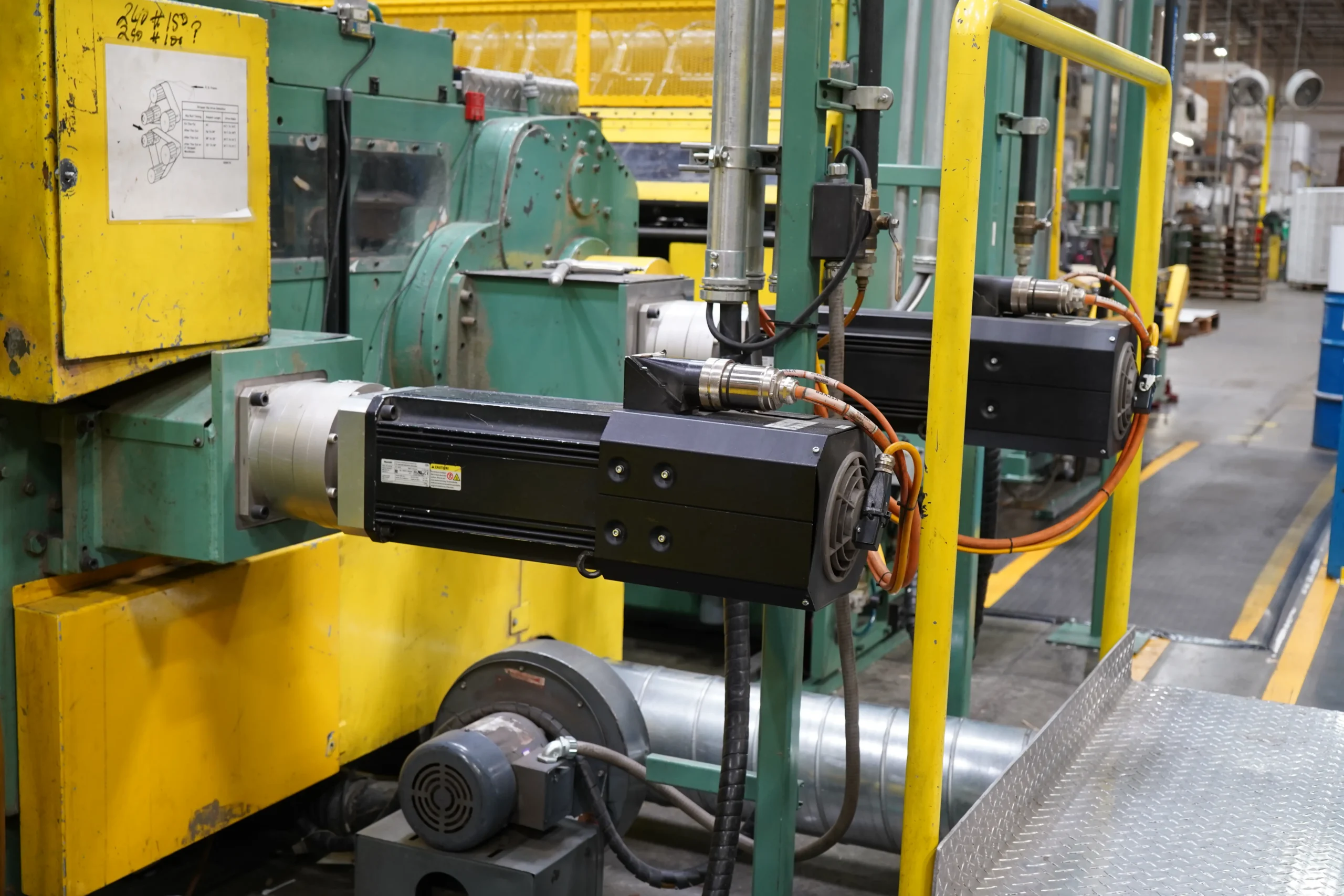
Elimination of legacy failure points. Older Zerand machines rely on mechanical gearing — including planetary gear sets — to synchronize motion between axes. Those components are increasingly difficult to source and prone to failure as they age. We removed them and replaced the mechanical drive system with independent servo motors on every key axis: feed roll, metering roll, main cutter, kicker, and stripper. This is the single biggest reliability and serviceability upgrade on the machine.
Custom-engineered downstream sections. The customer’s existing scope didn’t include a post-stripper carton-handling solution, so we designed and built two custom sections in-house. A skew section separates cartons after the stripper so operators can take them off the delivery table cleanly, and we built the delivery table itself, matched to the new line’s geometry. The skew section got its own dedicated HMI on the side, so operators can set incoming and outgoing lane parameters without walking around the machine.
Post-press decurl and web guidance. We integrated a post-press decurl (PPD) section with a Fife web guide and rebuilt the dancer with new bearings to ensure clean tension control through the full line.
Modern controls and operator interface. New HMIs throughout the line for ease of operation. All controls programming, wiring, and integration were performed in-house by our team.
Line balance and integration. The customer had previously purchased a Martin Automatic unwind for this line. We integrated it seamlessly with the refurbished Zerand — old mechanical foundation, new servo controls, modern roll-handling automation — all engineered to run as one balanced system alongside the other two cutters on the preprint line.
Remachining critical surfaces to factory tolerance is not work most regional rebuild shops can do in-house. Surface grinding platens requires the right equipment and the right hands. Converting a fully mechanical drive system to a servo architecture — while keeping the machine’s original geometry intact — requires someone who understands both the mechanical press and the electrical controls. Most shops have one or the other. We do both, under one roof, with one project manager owning the entire scope.
The machine went into production in 2018 and has been running ever since. It hits the targets the line was designed for and has held up as a reliable member of a multiple cutter preprint configuration. Seven-plus years of production uptime on a refurbished asset is, itself, the case for this kind of work.
Put in financial terms: the customer added full-capacity die cutting to their preprint line for roughly 10% of what a new machine would have cost. The machine has been earning that investment back every shift since it went live.
A lot of plants are sitting on capital equipment that’s been written off the books but still has decades of production left in it — if someone knows how to bring it back properly. The question is never whether an old cutter can run again. The question is whether the refurb will make the old technology work with new technology reliably enough to stake production on it.
That’s what we do. New servo controls on old mechanical assets. Custom-engineered sections where the factory scope falls short. In-house controls and mechanical work, coordinated by the same project manager from teardown through commissioning.
If you have a Zerand, Comco, Kidder, Wolverine or another legacy press sitting idle — or a line configuration that needs parallel capacity to match an upstream printer — we’d like to talk.
Call 248-705-3300 or email info@convertingalternatives.com to discuss your project.
Stay updated by connecting with us on social media! https://www.facebook.com/convertingalternatives/
